Bending Force Problem Sheet Metal
Sheet Metal
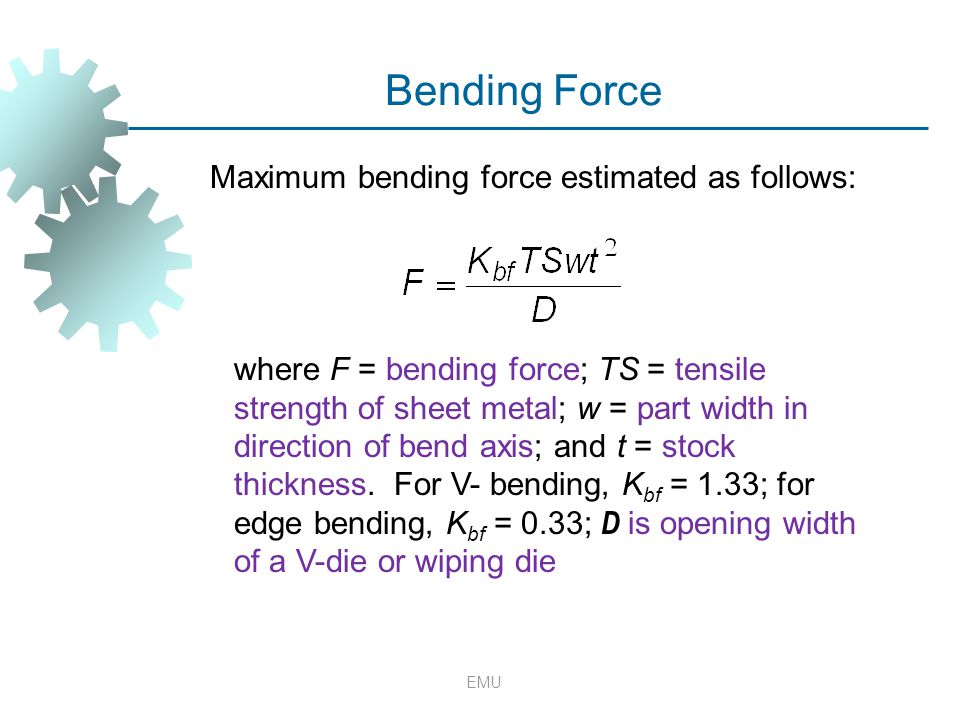
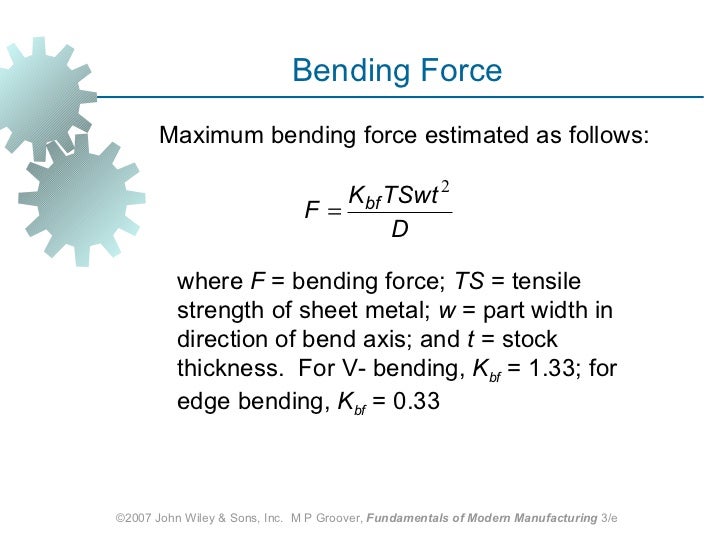
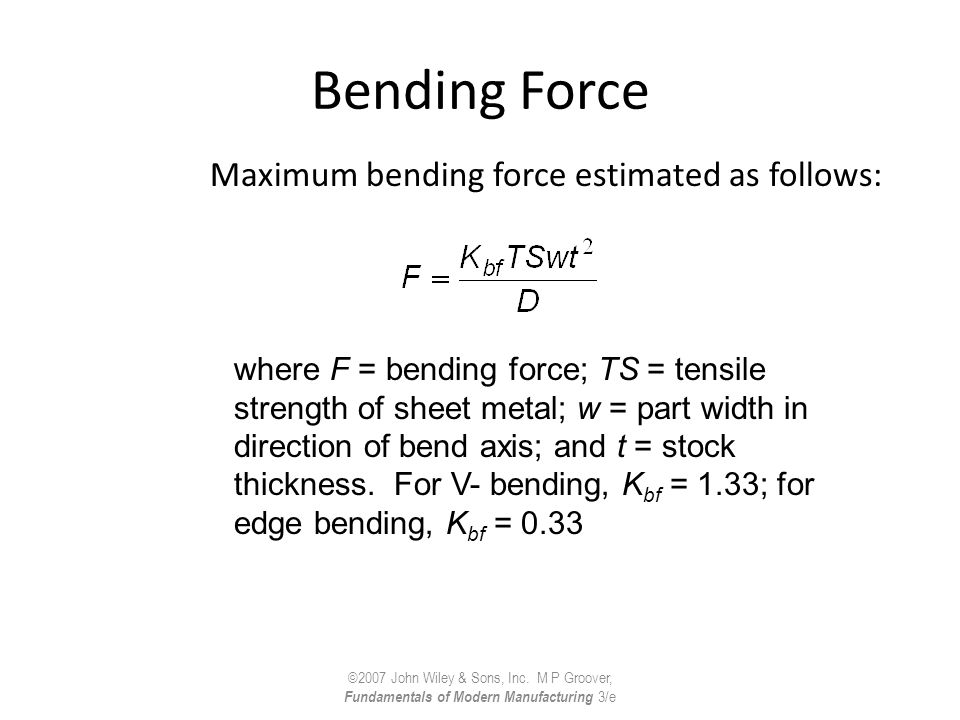
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download
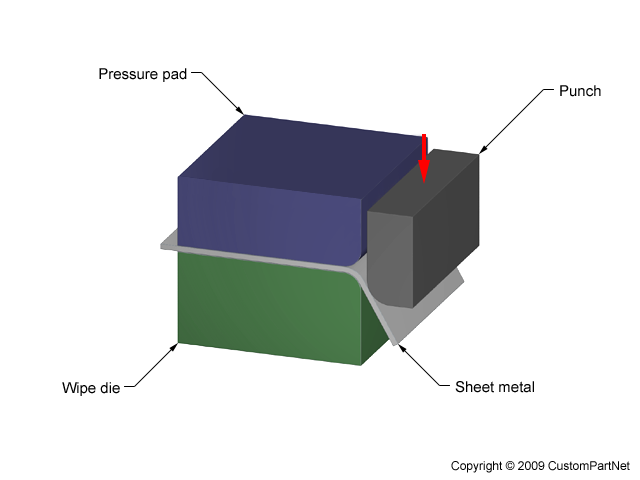
Press Dies Tutorial Technical Tutorial Misumi
Sheet Metalworking Bending Operations Drawing Ppt Video Online Download
Calculation Of Sheet Metal Bending Force In Air Bending Universal Formula Machinemfg
Enotes Manufacturing Processes

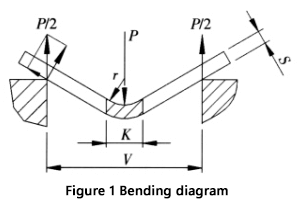
Bending of sheet metal is one of the widely used in industrial process especially in automobile and aircraft industries sheet metal bending is one of the most widely applied sheet metal forming operation.
Bending force problem sheet metal.
Sheet Metal Bending

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsynnzyz2gtoadyxf5csib5fsdf6lpsa0hy1q Usqp Cau

Sheet Metal 02 A Cutting Forces Youtube

5 Tips For Avoiding Sheet Metal Deformation Wiley Metal
Sheet Metal Working Processes Ppt Download

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries
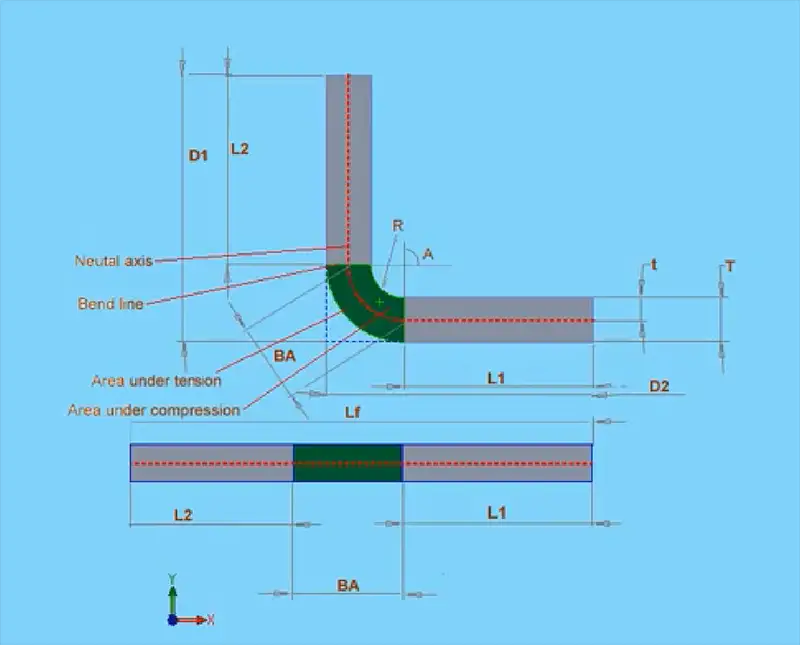
Bend Allowance Sheet Metal Part Design Solidworks Tutorial Machinemfg

Bend Allowance Sheetmetal Me

Sheet Forming Process An Overview Sciencedirect Topics
Sheet Metal Forming

Understanding Bend Allowance And Bend Dedcution In Inventor Sheet Metal Fabrication Sheet Metal Sheet Metal Work

Sheet Metal Design Guide Geomiq

Sheet Metal Bending Metal Bending Sheet Metal Metal Forming

Sheet Metal 04 Bend Allowance Spring Back Youtube
Source : pinterest.com
